资料一共263页!来自韩美研发部内部资料:半导体TCB热压键合设备的核心在于攻克超细间距高密度封装在高速与高可靠性要求下的设备、工艺及材料瓶颈 。
该文档是一份教科书级的Laser-TCB(激光热压键合)超细间距封装工艺的闭环技术资料。它不仅在设备硬指标上
实现了高UPH的量产级产出速率,并且在底层机理上,通过“激光瞬态加热 + 超强机械压接 + 定制高性能NCA胶
水”的三位一体技术路线,成功解决了20μm Pitch下业内极易发生的焊料桥连短路和应力翘曲开裂问题,对高密
度3D堆叠内存(如HBM等)及新型SoC芯片封装设备研发具有重要的参考价值!
以下是对该文档主要内容和相关关键技术的总结:
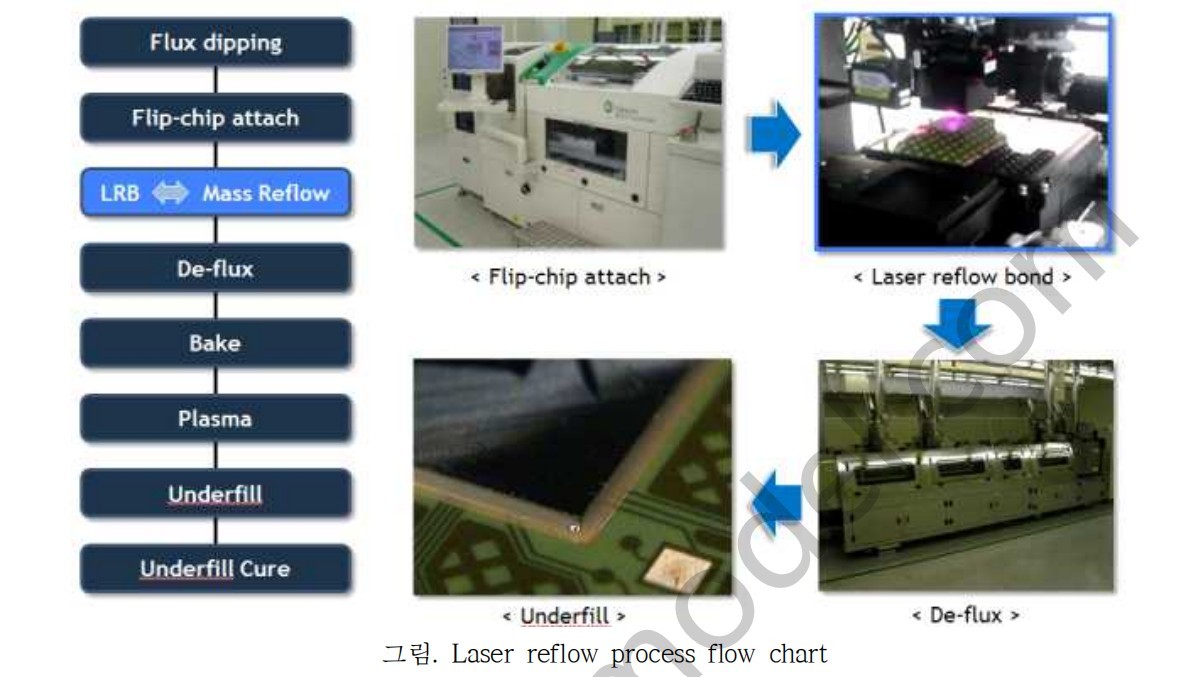
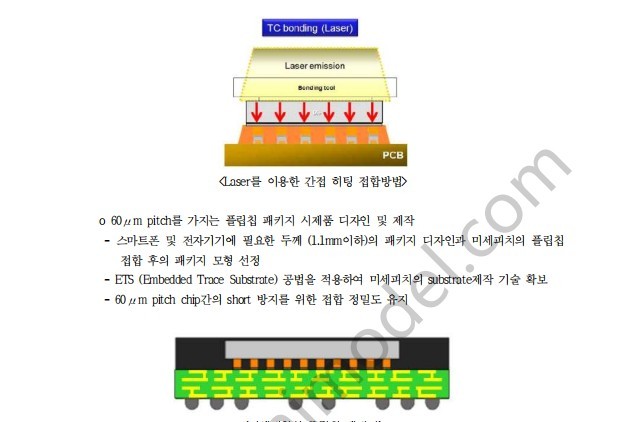
传统基于C4工艺(Mass Reflow + 底部填充Underfill)在面对80μm以下,尤其是20μm超细间距时,面临着焊剂清洗困难、相邻焊点桥连短路以及Underfill胶水渗透困难等致命缺陷。针对移动封装的、芯片键合速度低于6秒的20μm超细间距高可靠性激光热压键合工艺、设备及高可靠性NCA(非导电胶)材料体系技术深入研究。
对研究TCB设备与工艺研发工程师,文档中以下几个技术维度的突破是关键:
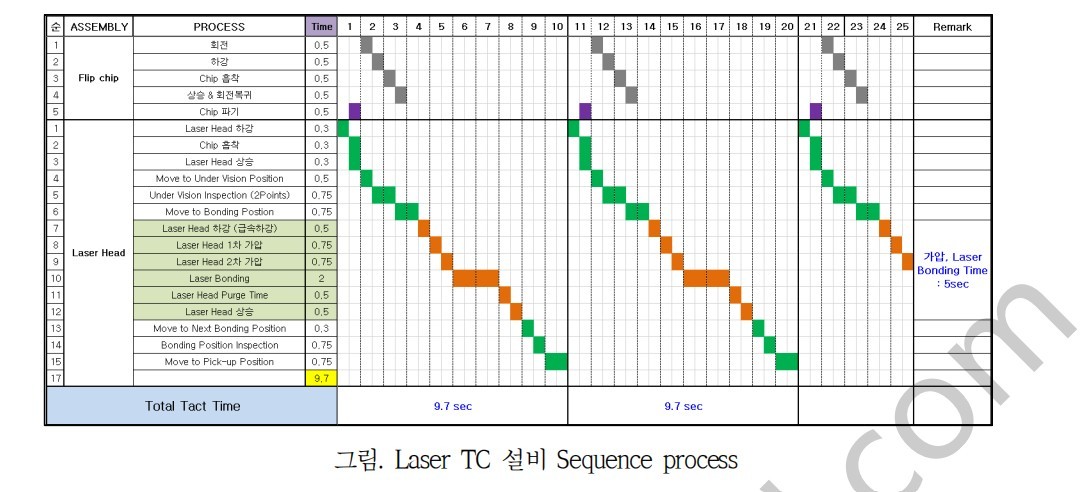
1. 键合热源技术:从“ could-not-heat-fast-enough” 的传导向激光(Laser)演进
传统的陶瓷加热器方式受限于热传导和热质量,键合头升温与降温循环极慢,导致单颗芯片键合时间长达14秒以上,严重制约生产率(UPH)。
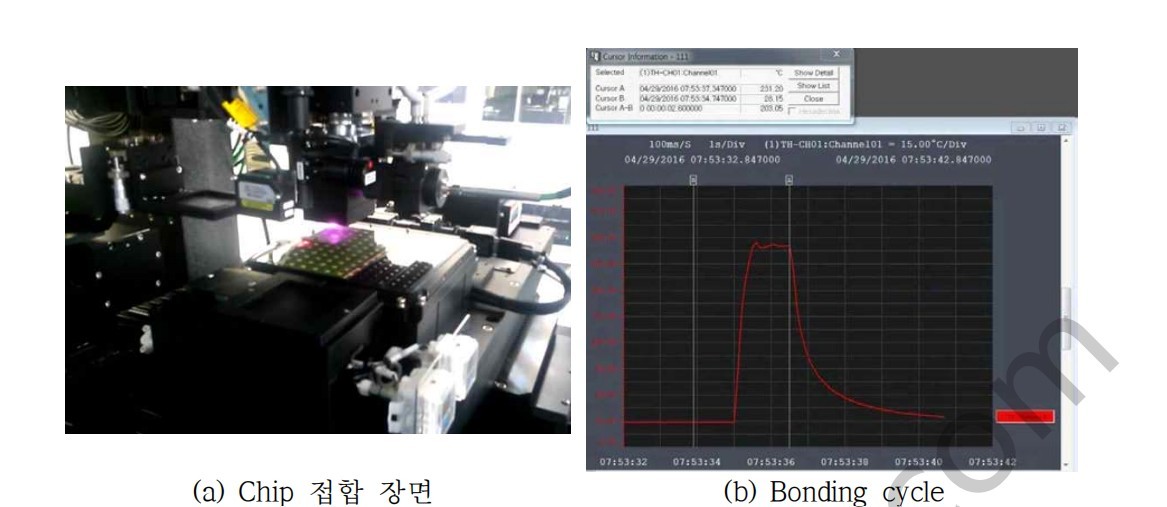
方案:改用激光作为局部瞬间热源。通过优化激光头动作序列 瞬间激光脉冲高热输出 极速冷却,实现了高热均匀性控制。
高UPH完成单颗芯片的高质量固化与键合。
2. 工艺参数与形变控制技术
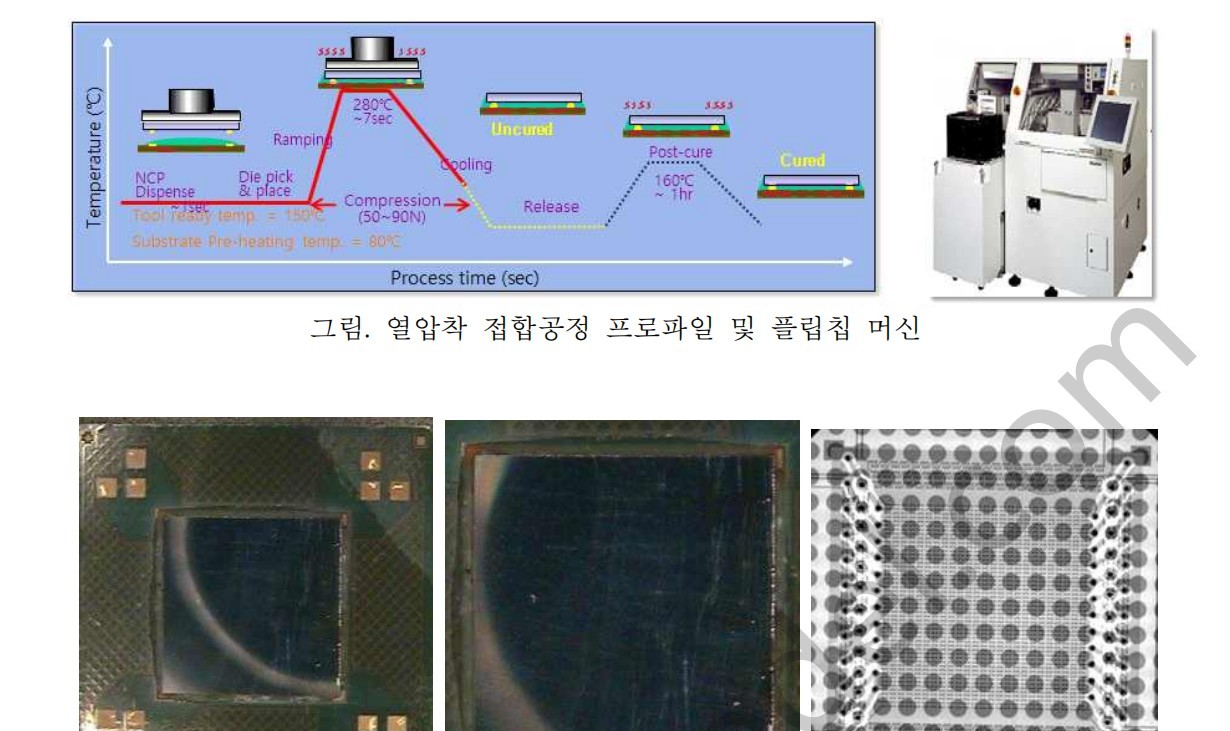
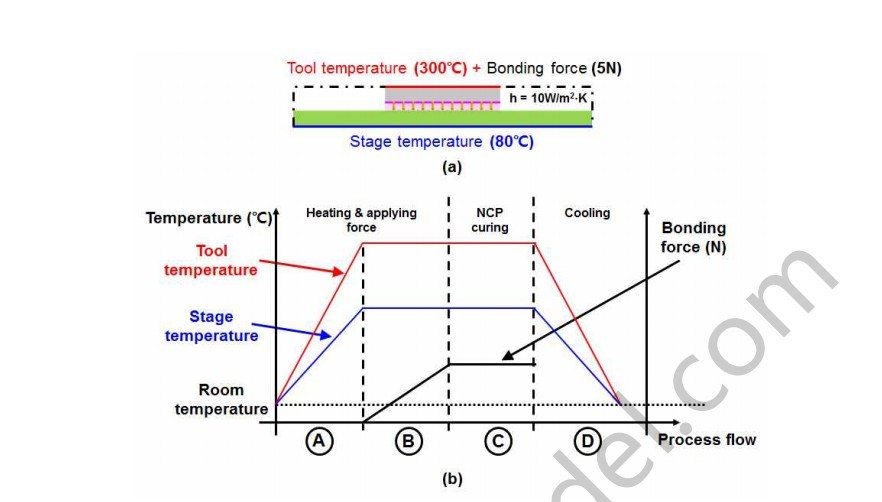
高压低阻力热压工艺:在微细间距(20μm)下,为了防止熔融焊料大范围挤出导致相邻引脚桥连短路,工艺采用了150℃以下低温精确定位对齐 + 施加达500N以上的强压力,使铜柱和焊盘紧密贴合,再由激光瞬间升温使SnAg焊料熔融形成IMC(金属间化合物)。
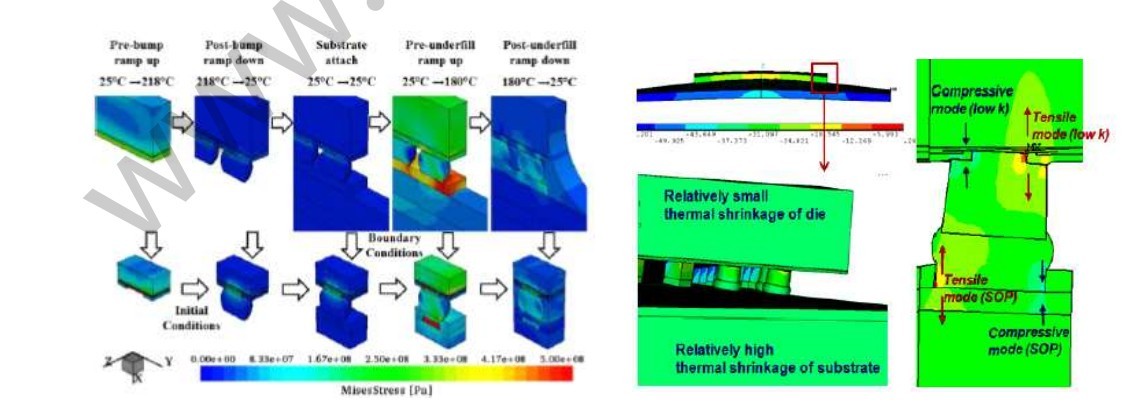
热机应力与翘曲动态平衡:利用仿真(有限元分析)指导键合头温度(200℃~400℃)和热台(Stage)温度(70℃~100℃)的配比,以将由于硅片与Substrate(如ETS/BT基板)CTE(热膨胀系数)错配带来的封装翘曲控制在理想范围内 。
3. 材料与凸点整合技术
NCA(非导电胶)配方优化:在TCB压接过程中,如何避免气孔、防止填料粒子卡在焊点界面至关重要。通过改进树脂和硬化催化剂,开发出低Void率、快速固化且CTE与材料匹配的NCA ,使其抗剪切强度达到优异的43 MPa 。
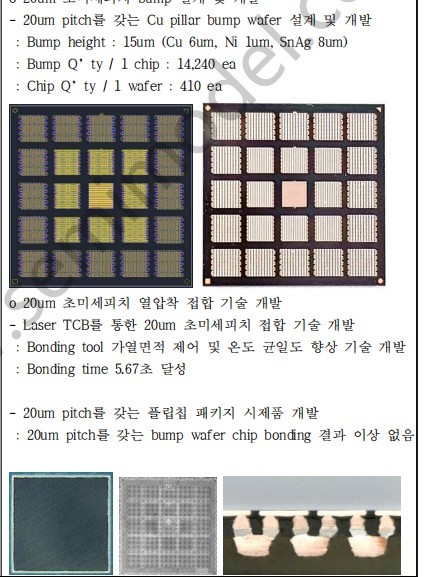
凸点结构:设计并制造了20μm Pitch的铜柱凸点晶圆 ,单颗芯片容纳高达14,240个I/O 。凸点高度定义为15μm(Cu 6μm / Ni 1μm / SnAg 8μm) 。
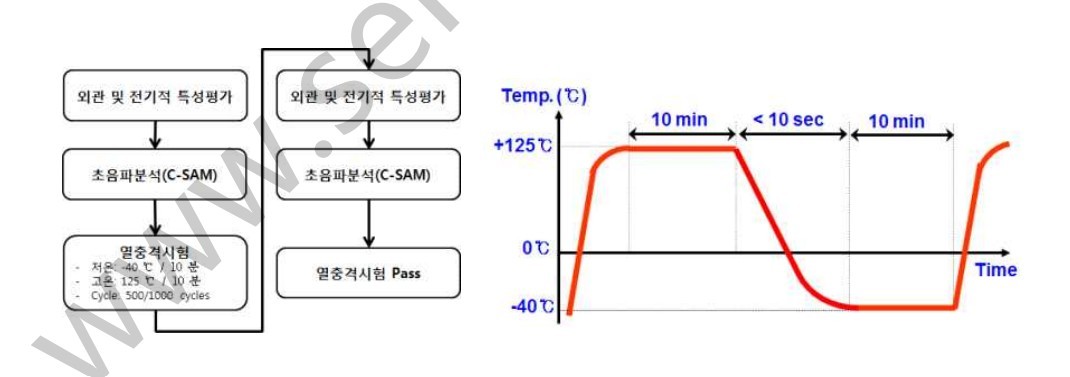
4. 设备可靠性验证技术
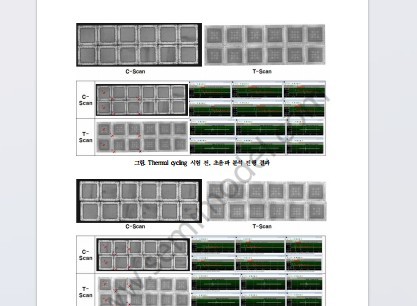
针对超细间距下放大出现的Kirkendall Void、界面分层以及电化学离子迁移等高风险失效模式 ,资料介绍了设备键合的产品通过了JEDEC标准的MSL 2A高湿内测试和1000次Thermal Cycle(-25℃至125℃)温度循环测试,电阻未见异常增高,验证了该TCB工艺的量产可行性 。